|
Трубопроводные системы «NIRO®» компании «SANHA» из нержавеющей стали: технология монтажа |
|||
|
Компания-производитель:
|
Страна-производитель: Германия |
Сертификат соответствия РОСС DE.AB24.H05761 ГОССТАНДАРТА РФ Сертификат ISO 9001:2000 |
|
|

Специалистами компании «SANHA» для использования в системах транспортировки рабочих сред как жидких, так и газообразных, были разработаны и изготавливаются из нержавеющей стали системные трубы «NIRO®» и комплектующие к ним элементы – пресс фитинги серии «NIROSAN®». С помощью пресс фитингов и труб системы «NIRO®» имеется возможность реализовать практически любые инженерные проекты в гражданском строительстве или в промышленности, поскольку это универсальная продукция, которая оптимально подходит для устройства коммуникационных систем различного назначения. Питьевая вода, отопление, природный и сжиженный газ, солнечные энергетические установки или сбор и использование дождевой воды, а также различные технологические линии – трубопроводная продукция «SANHA» гарантировано обеспечит быструю, надежную, но при этом качественную и долговечную инсталляцию выбранного оптимального решения и техники монтажа. При этом расчетный срок эксплуатации труб и пресс фитингов из нержавеющей стали составляет более 50 лет.
Для каждой трубопроводной пресс системы из нержавеющей стали компания «SANHA» предлагает полный ассортимент, как труб, так и комплектующих изделий – оригинальных пресс фитингов «NIROSAN®»: тройники, муфты, переходники, уголки, отводы, обводы, компенсаторы и заглушки, а также запорно-регулирующую арматуру на пресс соединениях.
Тонкостенные трубы и пресс фитинги из нержавеющей стали изготавливают в производственных цехах компании «SANHA» по DIN 10312 из нержавеющей аустентной или ферритной легированной стали. Высокое качество материала труб обусловлено, прежде всего, такими факторами, как оптимизированный способ производства, повышенное содержание в стали хрома и молибдена, а также стабилизацией стального сплава титаном и/или ниобием. Помимо этого качество нержавеющей стали потребной для производства труб и пресс-фитингов системы «NIRO®» обеспечивается согласно инструкции DVGW-GW 541 (знак качества DVGW) системой многоуровневого контроля.
Тонкостенные, наружных диаметров от 15 мм до 108 мм, шовные, круглого сечения трубы из нержавеющей стали системы «NIRO®» в компании «SANHA» изготавливают согласно DIN EN 10312 по технологии плазменной сварки, осуществляемой в среде инертного газа. На трубе в результате применения данной технологии изготовления образуется узкий продольный сварной шов. Благодаря этому обеспечиваются высокие антикоррозийные свойства сварного шва, прочность и высокая устойчивость труб к механическим нагрузкам.
Высокое качество изготовления шовных труб существенно влияет и на надежность пресс соединений. В торговую сеть трубы системы «NIRO®» поставляются с неизолированной внутренней и наружной поверхностью отрезками (штангами) длиной б метров следующих типовых серий:
· серия 9000 – системные трубы «NIROSAN®», маркировка труб – надпись черным шрифтом: производитель, тип, типоразмер, материал трубы;
· серия 9100 – системные трубы с уменьшенной толщиной стенки «NIROTHERM®», маркировка труб: продольная полоса красного цвета и надпись красным шрифтом: производитель, тип, типоразмер, материал трубы;
· серия 9600 – системные трубы с уменьшенной толщиной стенки «NIROSAN®-ECO», маркировка труб – надпись черным шрифтом: производитель, тип, типоразмер, материал трубы;
· серия 9700 – системные трубы «NIROSAN®-F», маркировка труб: продольная полоса зеленого цвета и надпись черным шрифтом: производитель, тип, типоразмер, материал трубы.
При устройстве трубопроводных инженерных коммуникаций следует учитывать область применения системных труб «NIRO®». Так, например, для монтажа систем распределения горючих газов можно применять трубы компании «SANHA» только марки «NIROSAN®». Если область применения труб «NIRO® не соответствует монтируемой системе, то необходимо согласовать с производителем или с его представителем в регионе конкретный случай применения и получить рекомендации по монтажу.
Трубы марки «NIROSAN®» (серия 9000) производитель рекомендует применять вместе с пресс фитингами «NIROSAN®-PRESS» (серия 9000) для устройства:
· систем очистки воды;
· систем снабжения питьевой водой;
· паро-конденсаторных систем;
· систем отопления;
· систем сбора дождевой воды;
· систем транспортировки технических газов (воздуха, аргона, азота, углекислого газа и т.д.);
· систем охлаждения открытого и закрытого типа;
· различных систем в судостроении.
Трубы марки «NIROSAN®» вместе с пресс фитингами типа «NIROSAN® PRESS INDUSTRY» рекомендуется применять для устройства:
· систем солнечного отопления и нагрева воды;
· обычных и спринклерных систем пожаротушения;
· систем транспортировки нефтепродуктов;
· пневмо-компрессорных систем и установок сжатого воздуха.
В системах распределения горючих газов (природного и сжиженного) трубы «NIROSAN®» допускается использовать только с пресс фитингами типа «NIROSAN®-PRESS GAS», которые можно также применить и в системах транспортировки других технических газов.
Использование труб марки «NIROSAN®» вместе с пресс фитингами «NIROSAN®-PRESS INDUSTRY» для устройства систем промышленного назначения осуществляется по согласованию с производителем или с его представителем в регионе.
Трубы марки «NIROSAN®-F» (серия 9700) производитель рекомендует применять вместе с пресс фитингами «NIROSAN®-PRESS» (серия 9000) для устройства:
· систем снабжения питьевой водой;
· паро-конденсаторных систем;
· систем отопления;
· систем сбора дождевой воды;
· систем транспортировки технических газов;
· систем охлаждения открытого и закрытого типа;
· различных систем в судостроении.
Трубы марки «NIROSAN®-F» вместе с пресс фитингами типа «NIROSAN®-PRESS INDUSTRY» производитель рекомендует применять для устройства:
· систем солнечного отопления и нагрева воды;
· обычных и спринклерных систем пожаротушения;
· систем транспортировки нефтепродуктов;
· пневмо-компрессорных систем и установок сжатого воздуха.
Использование труб марки «NIROSAN®-F» с пресс фитингами «NIROSAN®-PRESS» для устройства систем очистки воды, а с пресс фитингами «NIROSAN®-PRESS INDUSTRY» для устройства систем промышленного назначения осуществляется по согласованию с производителем или с его представителем в регионе.
Для устройства систем газораспределения трубы марки «NIROSAN-F» не допускаются.
Трубы марки «NIROSAN®-ECO» (серия 9600), имеющие уменьшенную толщину стенки, производитель рекомендует применять вместе с пресс-фитингами «NIROSAN®-PRESS» (серия 9000) для устройства:
· систем очистки воды;
· систем снабжения питьевой водой;
· паро-конденсаторных систем;
· систем отопления;
· систем сбора дождевой воды;
· систем транспортировки технических газов;
· систем охлаждения открытого и закрытого типа.
Трубы марки «NIROSAN®-ECO» вместе с пресс фитингами типа «NIROSAN®-PRESS INDUSTRY» рекомендуется применять для устройства:
· систем солнечного отопления и нагрева воды;
· систем транспортировки нефтепродуктов;
· пневмо-компрессорных систем и установок сжатого воздуха.
Использование труб марки «NIROSAN®-ECO» вместе с пресс фитингами «NIROSAN®-PRESS INDUSTRY» для устройства систем промышленного назначения, а с пресс фитингами «NIROSAN®-PRESS» для применяемых в судостроении систем осуществляется по согласованию с производителем или с его представителем в регионе.
Для устройства систем газораспределения трубы марки «NIROSAN®-ECO» не допускаются.
Трубы марки «NIROTHERM®» (серии 9100), имеющие уменьшенную толщину стенки, производитель рекомендует применять вместе с пресс фитингами «NIROSAN®-PRESS» (серия 9000) для устройства:
· паро-конденсаторных систем;
· систем отопления;
· систем сбора дождевой воды;
· систем транспортировки технических газов;
· систем охлаждения открытого и закрытого типа.
Трубы марки «NIROTHERM®» вместе с пресс фитингами типа «NIROSAN®-PRESS INDUSTRY» рекомендуется применять для устройства:
· систем солнечного отопления и нагрева воды;
· систем транспортировки нефтепродуктов;
· пневмо-компрессорных систем и установок сжатого воздуха.
Использование труб марки «NIROTHERM®» вместе с пресс фитингами «NIROSAN®-PRESS INDUSTRY» для устройства систем промышленного назначения, а с пресс фитингами «NIROSAN®-PRESS» для устройства различных систем в судостроении осуществляется по согласованию с производителем или с его представителем в регионе.
Для устройства систем газораспределения трубы марки «NIROTHERM®» не допускаются.
Пресс фитинги серии «NIROSAN®», которые принадлежат к семейству изделий из нержавеющей стали, в компании «SANHA» в процессе производства изготавливаются из высококачественной стали, что в конечном результате обеспечивает такой же высокий стандарт качества системных труб и пресс фитингов серии «NIROSAN®». Это в итоге сказывается и на качестве пресс-соединений трубопроводных коммуникаций.
К пресс фитингам, предназначенным для применения в газовой и промышленной сферах экономики, предъявляются специальные требования. Эти изделия имеют соответственное обозначение – маркировку, чтобы их нельзя было перепутать при устройстве систем с другими типажами монтажных изделий. Для распределительных систем горючих газов маркировка: прессb фитингов марки «NIROSAN®-PRESS GAS» надпись желтого цвета – «GT/5 bar». Для технологических систем в промышленности маркировка: пресс фитингов марки «NIROSAN®-PRESS INDUSTRY» надпись красного цвета – «НТ».
Системные раструбные пресс фитинги серии «NIROSAN®» изготавливаются из нержавеющей стали по технологии холодного проката и плазменной сварки, осуществляемой в среде инертного газа. При этом пресс фитинги серии «NIROSAN®» поставляются для всех ходовых размеров труб – номинальным диаметром от 15 до 108 мм.
Элементы переходных концевых пресс фитингов, имеющих резьбовое подключение, изготавливаются в компании «SANHA» по технологии прецизионного литья из нержавеющей стали. В процессе дальнейшего изготовления резьбовой элемент с помощью плазменной сварки в среде инертного газа приваривается к основе фитинга. Вид наружной/внутренней резьбы переходных фитингов (арт. 9270G и арт. 9243G), предназначенных для перехода при монтаже трубопроводов с пресс-соединений на резьбовое соединение:
· тип R/RP (наружная) – дюймовая, коническая, трубная резьба согласно EN 10226, размером от 3/8" до 2"1/2;
· тип G (внутренняя) – дюймовая, цилиндрическая, трубная резьба согласно EN/ISO 228, размером от 3/8" до 2"1/2.
В компании «SANHA» для трубопроводных инженерных коммуникаций тонкостенные системные пресс фитинги серии «NIROSAN®» изготавливают следующих видов:
· серия 9000 – системные пресс-фитинги марки «NIROSAN®-PRESS», имеющие уплотнительное кольцо черного цвета типа «EPDM», у которого рабочая температура находится в пределах от -30 до +120°С;
· серия 18000 – системные пресс фитинги марки «NIROSAN®-PRESS INDUSTRY», имеющие уплотнительное кольцо красного цвета типа «FKM», рабочая температура которого находится в пределах от -20 до +200°С;
· серия 17000 – системные пресс фитинги марки «NIROSAN®-PRESS GAS», имеющие уплотнительное кольцо желтого цвета типа «HNBR», рабочая температура которого находится в пределах от -20 до +70°С.
Сферы применения пресс фитингов марок «NIROSAN®-PRESS», типа «NIROSAN®-PRESS GAS» и «NIROSAN®-PRESS INDUSTRY» совместно с системными трубами «NIRO®» приведены выше.
Системные трубы и пресс фитинги «NIROSAN®» из нержавеющей стали соответствуют всем требованиям, предъявляемым в настоящее время к трубопроводной продукции. Так, например, они имеют контур безопасности «SC-CONTUR» – микро паз внутри фитинга. Если в процессе монтажа трубопровода фитинг опрессовали неправильно или вовсе забыли опрессовать, то в процессе гидравлического испытания при создании давления из такого неопрессованного соединения потечет вода. В ходе пневматического испытания (сухим способом – сжатым воздухом) на манометре будет видно падение давления. Нужно особо отметить, что абсолютно все пресс фитинги и трубы марки «NIROSAN®», как любая другая трубопроводная продукция компании «SANHA», прошли проверку на герметичность.
По мнению специалистов-профессионалов, тонкостенные нержавеющие стальные трубы и пресс фитинги системы «NIRO®» обладают не только высокой надежностью при длительной эксплуатации, но и экологичностью, что в настоящее время представляет едва ли не первостепенное значение для многих развитых стран. Так, например труба марки «NIROSAN®» длительное время сохраняет свой первоначальный химический и физический состав, не изменяя при этом цвет и запах водопроводной питьевой воды.
Монтаж трубопроводов из тонкостенных стальных труб системы «NIRO®» с использованием пресс фитингов «NIROSAN®» осуществляется согласно инструкцию по монтажу, разработанной специалистами компании «SANHA». В принципе монтаж трубопроводов довольно прост и выполняется по технологии «холодной» опрессовки соединяемых изделий – трубы и фитинга.
Опрессованные изделия в течение всего срока службы являются неразъемными соединениями, в том числе и при силовом растяжении. В процессе всей дальнейшей эксплуатации пресс соединения не требуют какого-либо обслуживания и относятся к классу неремонтируемых изделий. При надземной прокладке для них не требуется устройства специальных защитных камер и площадок для обслуживания.
При монтаже трубы, как правило, крепятся к конструкциям здания – в основном на стенах. В качестве крепления труб малого диаметра достаточно использовать хомуты и/или пластмассовые клипсы. Для крепления труб большого диаметра применяются специальные системы крепежа, которые имеют скользящие и жесткие точки опоры. Использование каких-либо крюков для подвески труб из нержавеющей стали не допускается.
Следует отметить, что крепеж трубопроводов может быть двух типов: неподвижный или скользящий. Если применяется неподвижное крепление, то участок трубы с элементом строительной конструкции соединяется жестко – без возможности какого-либо сдвига. При применении скользящего крепления возможны осевые перемещения трубопровода закрепленного участка. При неподвижном креплении труб необходимо соблюдать минимальное расстояние до пресс муфты, а при скользящем – учитывать направление расширения трубопровода, чтобы пресс-соединение не упиралось в крепежный хомут.
Следует иметь в виду, что при выполнении монтажных работ не допускается крепить трубы к другим трубопроводам. Кроме того при монтаже трубопроводов следует соблюдать следующее правило: крепежные элементы, например хомуты, необходимо крепить только к трубе – крепление к фитингам или за фитинги не допускается.
Следует особо отметить, что крепление труб газопроводных систем должно выполняться с учетом всех противопожарных мер и соответствовать нормам и правилам TRGI, а также российских нормативов – СНиП. Так, например, для крепления газопроводных систем запрещено использовать крепежные детали из полимерных материалов, а разрешено применение только металлического крепежа.
В таблице №1 указаны расстояния между опорами – точками крепления трубопроводов хомутами к конструкциям здания. При этом не учитывается такой фактор, как внешняя нагрузка на трубопровод, например подвешивание на трубы какого-либо груза. Ранее приводились меньшие размеры интервалов, поскольку принимались в расчет и внешние воздействия на трубопроводные коммуникации. В настоящее время согласно DIN 1988 такие внешние нагрузки не допускаются.
Таблица 1.
|
Расстояния между креплениями для труб из металлов |
|
||||||||||||
|
Номинальный наружный диаметр трубы (DN), мм |
12 |
15 |
18 |
22 |
28 |
35 |
42 |
54 |
64 |
76,1 |
88,9 |
108 |
|
|
Монтажное расстояние, м |
1,2 |
1,2 |
1,5 |
1,8 |
1,8 |
2,4 |
2,4 |
2,7 |
3,0 |
3,0 |
3,0 |
3,0 |
|
Крепление труб водопроводных сетей и систем отопления должно отвечать требованиям по звукоизоляции. Как правило, при монтаже, чтобы выполнить требования стандартов по изоляции шума от трубопроводных коммуникаций применяют хомуты, имеющие резиновые прокладки. Нужно отметить, что звукоизоляционные прокладки в хомутах из каких-то иных материалов не должны содержать выщелачиваемых хлоридов.
При проектировании и осуществлении монтажа трубопроводов систем отопления и горячего водоснабжения, а также каких-то других систем, транспортирующих высокотемпературную рабочую среду, нужно принимать в расчет тепловое удлинение труб, в том числе и из нержавеющей стали. Так, например, при креплении труб к конструкционным элементам здания необходимо обеспечить возможность для изменения длины трубопроводов при тепловом расширении материала. Это особенно касается таких участков как повороты и разветвления трубопровода. При этом участки с неподвижным креплением труб размещают так, чтобы возникающие в ней из-за теплового расширения механические напряжения максимально сглаживались. Участки скользящего крепления труб располагают так, что бы обеспечить минимально необходимую длину изгибаемого плеча.
Величина теплового удлинения трубопровода зависит, прежде всего, от материала из которого изготовлены трубы. Эту величину учитывает коэффициент расширения материала при нагревании, который для труб из нержавеющей стали равен 0,0165 мм/(м·°С). Кроме того при расчете удлинения трубопроводов следует учитывать перепад температур: во время монтажа системы и расчетной для рабочей среды. Чтобы предварительно рассчитать абсолютное удлинение трубопровода, например, после ввода его в эксплуатацию, используют простую формулу:
∆L = λ × L × (Tр/с – T).
Где:
· ∆L – удлинение участка трубопровода, мм;
· λ – коэффициент расширения (удлинения) трубы, мм/(м×°С);
· L – длина участка трубопровода, м;
· Tр/с – расчетная или фактическая температура рабочей среды;
· T – температура в помещении во время монтажа.
Так например если во время монтажа системы отопления температура в помещении была +10°С, а планируемая температура рабочей среды +95°С, то при длине трубопровода 10 метров получаем величину его удлинения – 14 мм:
∆L = λ × L × (Tр/с – T) = 0,0165×10×(95-10) = 14,025 мм.
Таким образом, нужно будет предусмотреть компенсацию увеличения длины трубопровода на 14 мм.
Во многих случаях для компенсации теплового удлинения труб можно использовать эластичность самого трубопровода. Для этого в местах ответвлений труб требуется правильно расположить точки крепления хомутов, чтобы обеспечивалась достаточная гибкость данного участка инженерной коммуникации.
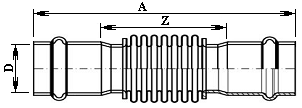
Если прокладка трубопровода не позволяет компенсировать удлинение трубы в достаточной для этого мере, то следует установить специальное изделие. Так, например, это может быть компенсатор сильфонного типа. В компании «Sanha» – это пресс-фитинг в виде осевой двухраструбной пресс муфты компенсационной (арт.9872). Технические характеристики, габаритные размеры и форма поставок пресс муфты компенсационной приведены в таблице №2.
Также при наличии достаточного монтажного места, можно применить компенсаторы «П-образного» типа.
Таблица 2.
|
|
||||||||
|
Осевой компенсатор линейного расширения (сильфон) (арт. 9872) |
||||||||
|
Габаритные размеры и вес |
Технические характеристики |
Форма поставки: количество в упаковке |
||||||
|
Номинальный диаметр (d) |
Длина пресс-муфты (a) |
Длина сильфона (z) |
Вес компенсационной осевой пресс-муфты |
Жёсткость сильфона (+/- 30%) |
GDK |
Длина компенсации удлинения |
Площадь поперечного смещения |
|
|
мм |
мм |
мм |
кг |
Н/мм |
мм |
мм |
см2 |
шт |
|
15 |
106 |
45 |
0,063 |
30 |
10 |
+/- 5 |
4 |
1 |
|
18 |
108 |
47 |
0,068 |
30 |
10 |
+/- 5 |
4 |
1 |
|
22 |
108 |
37 |
0,091 |
32 |
14 |
+/- 7 |
5 |
1 |
|
28 |
113 |
42 |
0,125 |
48 |
12 |
+/- 6 |
8 |
1 |
|
35 |
124 |
49 |
0,166 |
47 |
14 |
+/- 7 |
12 |
1 |
|
42 |
146 |
53 |
0,258 |
90 |
16 |
+/- 8 |
19 |
1 |
|
54 |
165 |
56 |
0,370 |
67 |
20 |
+/- 10 |
28 |
1 |
|
76,1 |
201 |
76 |
0,734 |
45 |
28 |
+/- 14 |
46 |
1 |
|
88,9 |
226 |
83 |
0,950 |
84 |
28 |
+/- 14 |
66 |
1 |
|
108 |
265 |
92 |
1,490 |
90 |
34 |
+/- 17 |
100 |
1 |

При выполнении скрытого монтажа трубопроводов горячего водоснабжения и отопления в толще строительных конструкций, следует обеспечить возможность свободного теплового удлинения труб, без передачи на строительные конструкции возникающих при этом нагрузок и напряжений. При этом не рекомендуется заделывать трубы штукатурным раствором. Обеспечить потребное пространство для теплового расширения можно за счет того, что трубы размещаются в эластичный материал достаточной для компенсации удлинения трубы. То же самое касается заполнения таким же эластичным материалом сквозных отверстий в стенах, через которые проходят трубопроводы, если в них не предусмотрено специальных точек крепления. Особенно тщательно необходимо изолировать тройники, крестовины и отводы.
|
|
|
|
|
а) пресс инструмент EFP202 |
б) пресс клещи («губки») |
в) снаряженный пресс инструмент |
|
Рис.1. Пресс-инструмент марки «EFP202» компании «SANHA» |
||



При монтаже трубопроводов из системных труб «NIRO®» применяется специальный электрический, аккумуляторный или ручной пресс-инструмент, разработанный и изготовленный в компании «SANHA». Так, например, для пресс соединений труб наружным диаметром до 54 мм включительно можно использовать пресс-инструмент электрического типа марки «EFP202» (рис.1), работающий от электросети или его аккумуляторный аналог «AFP202».
|
|
|
|
Рис.2. Пресс инструмент марки «ЕСО 3» («ЕСО 301») компании «SANHA» |
|


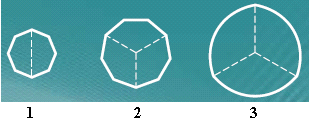
Электрический пресс-инструмент марки «ЕСО 3» («ЕСО 301», «НСР») выполняет пресс соединения труб наружным диаметром до 108 мм (рис.2). При этом профиль пресс-клещей для опрессовывания соединений зависит от диаметра трубы (рис.3).
|
|
1. 8-гранный профиль для труб от 12 мм до 35 мм; 2. 9-гранный профиль для труб 42 мм и 54 мм; 3. лимонообразный профиль для труб от 64 мм до 108 мм. |
|
Рис. 3. Профиль пресс клещей инструмента для опрессовывания соединений. |
|
Пресс инструмент позволяет за один рабочий шаг в течение 3-4 секунд опрессовать одно трубопроводное соединение диаметром от 15 до 108 мм. Следует подчеркнуть, что опрессовывается пресс-соединение в двух местах: перед гребнем и за ним. Таким образом, происходит двойная «холодная» опрессовка трубного соединения, а это означает двойную надежность и безопасность при возможных максимальных нагрузках в трубопроводных системах. Так как нет пайки-сварки и связанных с ними проблем, то в результате сокращается время монтажа, причем обеспечивается высокое качество, абсолютная надежность и герметичность соединения.
Нужно особо отметить, что компания «SANHA» является производителем пресс-систем, применение которых гарантирует надежность пресс-соединения вне зависимости от того, какого производителя был использован при монтажных работах инструмент. Однако пресс-инструмент сторонних производителей, применяемый для опрессовки монтажных соединений, должен удовлетворять требованиям, предъявляемым производителем труб «NIRO®»:
· пресс инструмент должен быть исправным и в соответствии с его инструкцией обслужен;
· компактный инструмент для обжима пресс-фитингов диаметром до 28 мм должен иметь усилие обжима пресс соединения от 18 кН и иметь диаметр штифта затвора от 10 мм;
· стандартный инструмент и инструмент с электронным контролем для обжима пресс фитингов диаметром до 108 мм должны иметь усилие обжима пресс соединения от 30 кН и диаметр штифта затвора от 14 мм;
· для обжима пресс-фитингов диаметром до 54 мм включительно, можно использовать пресс клещи и пресс хомуты профилей V, SA или M;
· для обжима пресс фитингов диаметром более 54 мм можно использовать пресс клещи и пресс хомуты профилей SA или M;
· при выполнении «холодной» опрессовки фитингов необходимо соблюдать инструкцию по монтажу компании «SANHA».
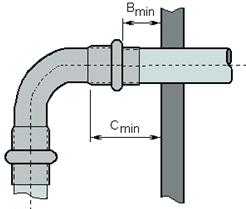
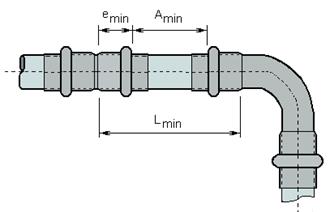
Для выполнения качественных пресс-соединений необходимо обеспечить минимальное пространство для установки пресс инструмента в рабочее положение. Ввиду имеющихся различий в конструкциях, в том числе в габаритных размерах между электрическим и аккумуляторным инструментом, потребные минимальные расстояния труб от конструктивных поверхностей (стены, потолки и т.д.) даны таблицы №3.
Таблица 3.
|
Технические характеристики пресс соединения |
Минимальное расстояние |
|||||
|
Наружный диаметр |
Условный проход |
Глубина вставки (е) |
Amin |
Lmin |
Bmin |
Cmin |
|
мм |
мм |
мм |
мм |
мм |
мм |
мм |
|
15 |
12 |
18 |
10 |
46 |
60 |
78 |
|
18 |
15 |
20 |
10 |
50 |
60 |
80 |
|
22 |
20 |
24 |
10 |
58 |
60 |
84 |
|
28 |
25 |
27 |
10 |
64 |
60 |
87 |
|
35 |
32 |
32 |
10 |
74 |
60 |
92 |
|
42 |
40 |
38 |
20 |
96 |
60 |
98 |
|
54 |
50 |
43 |
20 |
106 |
60 |
103 |
|
64 |
50 |
47 |
30 |
124 |
60 |
107 |
|
76.1 |
65 |
50 |
30 |
130 |
60 |
110 |
|
88.9 |
80 |
56 |
30 |
142 |
60 |
116 |
|
108 |
100 |
70 |
30 |
170 |
60 |
130 |
|
|
|
|
а) между точкой обжима и несущей поверхностью |
б) между точками обжима пресс фитингов |
|
Рис. 4. Минимальные расстояния при выполнении пресс соединения |
|
Резку стальных труб на мерные отрезки следует выполнять при помощи ножовок по металлу, роликовых труборезов или электропил. Угловые шлифовальные машины использовать для резки труб не допускается. После выполнения реза нужно снять грат (заусенцы) как изнутри, так и снаружи концов трубы и только затем выполнить пресс-соединение.
Трубы из нержавеющей стали при необходимости допускается гнуть до диаметра 28 мм с помощью специального трубогибочного инструмента и только холодным способом. Нагревание труб перед или во время гибки не допускается. Минимальный радиус изгиба для стальных труб равен 3,5 диаметрам DN трубы (R = 3,5 × d). Нужно помнить, что после гибки трубы, должен остаться участок достаточной длины для выполнения последующего пресс соединения.
В общем случае процесс пресс соединения трубопроводов из нержавеющей стали осуществляются в следующей последовательности (табл.4).
Таблица 4.
|
Пресс соединение труб диаметром 12 - 64 мм |
|||
|
|
1. Отрезать потребную длину трубы с помощью специального трубореза или ножовкой по металлу, используя полотно с мелкими зубьями. Рез трубы необходимо осуществлять под прямым углом относительно продольной оси трубы. Примечание. Нельзя использовать одно и то же полотно для резки труб из нержавеющей стали и труб из других металлов. |
|
|
|
|
2. Тщательно удалить заусенцы с внутренней и внешней поверхности в месте реза трубы, применяя специальный инструмент или круглый напильник.
Примечание. Нельзя использовать один и тот же инструмент для обработки труб из нержавеющей стали и труб из других металлов. |
||
|
|
3. На трубе с помощью маркера и шаблона отмерить глубину, на которую нужно вставить пресс-фитинг, соответствующий выбранному диаметру трубы. Для SANHA-Therm серый шаблон номер каталога 4980, для NiroSan черный шаблон номер каталога 4981. Проверить наличие и положение уплотнительного кольца внутри пресс фитинга. Надеть фитинг на конец трубы, немного вращая его до полной остановки. После этого внешний край фитинга должен совпасть с отметкой сделанной маркером. |
||
|
|
4. Выбрать пресс клещи профиля SA, M или V диаметра, соответствующего диаметру фитинга. Выдвинуть затвор пресс инструмента. Вставить пресс клещи в пресс инструмент. Вернуть затвор в исходное положение и закрыть его. Таким образом, пресс клещи будут надежно зафиксированы. |
||
|
|
5. Проверить, совпадает ли край пресс фитинга с отметкой маркера (см. п.3). Раскрыть пресс клещи и обхватить ими фитинг. Плоскость пресс клещей при этом должна быть перпендикулярна оси трубы в месте установки. Необходимо чтобы выступ на фитинге, где внутри находится уплотнительное кольцо, находился в крайней канавке пресс клещей. При установке фитинга убедится в наличии и целостности уплотнительного кольца. |
||
|
|
6. Нажать на кнопку «СТАРТ» для начала процесса обжима. Не отпускать кнопку до конца процесса обжима. Процесс обжима нельзя завершать преждевременно. Только в этом случае будет обеспечено надежное пресс соединение. При крайней необходимости можно нажать кнопку экстренной остановки процесса обжима. Примечание. После нажатия кнопки экстренной остановки данное пресс соединение не будет считаться выполненным надлежащим образом. |
||
|
Для удобства монтажа труб и пресс-фитингов размеров от 42 мм до 64 мм предпочтительнее использование пресс-хомутов с профилем SA или M. В этом случае, сначала нужно выполнить шаги с 1 по 3, затем для диаметров от 42 мм до 64 мм необходимо сразу перейти к шагам с 7 по 10. |
|||
|
|
7. Для обеспечения правильной работы опрессовочного инструмента пресс хомут должен быть подвижным. Элементы пресс хомута установить в правильную для работы позицию с помощью пружины. Если пресс хомут исправен, то насечки на профиле обжима и на внешней части хомута должны совпадать. |
||
|
|
8. Выбрать пресс-хомут профиля SA или M диаметра, соответствующего диаметру фитинга. Одеть пресс-хомут на фитинг. При этом необходимо чтобы выступ на фитинге, где внутри находится уплотнительное кольцо, находился в крайней канавке пресс хомута. Закрыть пресс хомут. При наличии защелки пресс хомута закрыть ее. Убедится, что пресс-хомут зафиксирован на фитинге плотно. Хомут затем следует повернуть так, чтобы было можно удобно пользоваться пресс инструментом, присоединенным к нему позже. |
||
|
|
9. Выбрать соответствующую переходную пресс насадку для пресс хомута. При использовании электронных пресс машин диаметром 42 мм и 54 мм нужно использовать переходную пресс насадку ZB302 (номер каталога SANHA 6931.1), в случае применения традиционных пресс машин можно использовать переходную пресс насадку ZB202 (номер каталога SANHA 6930). Выдвинуть затвор пресс инструмента. Вставить переходную пресс насадку и вернуть затвор в исходное положение и закрыть. |
||
|
|
10. Установить переходную пресс насадку, нажав на ее рычаги, так чтобы скобы обхватили штыри пресс хомута. Проверить совпадает ли край пресс фитинга с отметкой маркера (см. п.3). Для начала процесса обжима нажать на кнопку «СТАРТ». Не отпускать кнопку до конца процесса обжима. Процесс обжима нельзя завершать преждевременно. Только в этом случае будет обеспечено надёжное пресс-соединение. При крайней необходимости можно нажать кнопку экстренной остановки процесса обжима. Примечание. После нажатия кнопки экстренной остановки данное пресс-соединение не будет считаться выполненным надлежащим образом. |
||
|
|
11. Если у пресс хомута есть защелка, то для ее открытия необходимо надавить на штыри со стороны противоположной защелке. |
||
|
Примечание. 1. Один и тот же инструмент для резки и обработки труб из нержавеющей стали и труб из других металлов использовать нельзя. 2. Применение смазочных материалов для посадки фитинга на трубу не допускается. 3. Для пресс соединений, применяемых в системах газопроводов, использовать только фирменные фитинги марки «NIROSAN®-PRESS GAS» с уплотнительными кольцами желтого цвета из HNBR. 4. Для пресс-соединений, применяемых в промышленности, использовать фирменные фитинги «NIROSAN®-PRESS INDUSTRY», имеющие уплотнительное кольцо красного цвета типа «FKM». 5. При обхвате под углом 90° пресс инструментом фитинга, следует визуально убедиться в правильности посадки клещей на фитинг. 6. После нажатия кнопки экстренной остановки пресс соединение не считается выполненным надлежащим образом.
|
|||
|
Пресс соединение труб диаметром 76,1 мм и 88,9 мм |
|||
|
Для пресс соединения труб диаметром 76,1 и 88,9 требуется использование пресс-инструмента ECO 3, который поставляется в комплекте с шестью пресс-клещами от 15 мм до 35 мм. Также необходим пресс хомут для соответствующих размеров труб. Вместе с этим для диаметров 76,1 и 88,9 мм потребуется переходная пресс насадка ZB321.
|
|||
|
|
1. Отрезать трубу потребной длины, используя пилу с планетарной передачей или торцовочную пилу. Как альтернативный вариант можно отрезать кусок трубы под прямым углом к ее оси с помощью ножовки с мелкими зубьями или труборезом. Примечание. В процессе резки трубы из нержавеющей стали скорость резки должна быть настолько мала, чтобы не создавалось недопустимое нагревание места реза трубы. Нельзя использовать одно и то же полотно для резки труб из нержавеющей стали и труб из других металлов. |
||
|
|
2. Тщательно удалить заусенцы с внутренней и внешней поверхности в месте реза трубы. Лучше это делать с помощью специального инструмента, например «NOVOPRESS REL». Также для этих целей можно использовать полукруглый напильник. Примечание. Нельзя использовать один и тот же инструмент для обработки труб из нержавеющей стали и труб из других металлов. |
||
|
|
3. Отметить на трубе с помощью маркера и шаблона глубину, на которую нужно вставить пресс-фитинг, соответствующего выбранному диаметру трубы (для диаметров 64 мм и 67 мм использовать шаблон с номером каталога SANHA 4989, для диаметров 76,1 мм и 108 мм использовать шаблон с номером каталога SANHA 4990). При установке фитинга убедится в наличии и целостности уплотнительного кольца.
|
||
|
|
4. Для обеспечения правильной работы пресс инструмента пресс хомут должен быть подвижным. Элементы пресс хомута установить в правильную для работы позицию с помощью пружины. Если пресс хомут исправен, то насечки на профиле обжима и на внешней части хомута должны совпадать. |
||
|
|
5. Надеть фитинг на конец трубы, немного вращая его до полной остановки. Внешний край фитинга должен совпасть с отметкой сделанной маркером. Одеть на фитинг пресс хомут, соответствующего диаметра. При этом необходимо чтобы выступ на фитинге – гребень, где внутри установлено уплотнительное кольцо, находился в крайней канавке пресс хомута. Закрыть пресс хомут. При наличии защелки пресс хомута – закрыть. Убедится, что пресс хомут зафиксирован на фитинге плотно. Хомут затем следует повернуть так, чтобы было можно удобно пользоваться пресс инструментом, присоединенным к нему позже.
|
||
|
|
6. Выбрать переходную пресс насадку, соответствующую пресс хомуту. Для диаметров 76,1 мм и 88,9 мм следует использовать переходную пресс насадку ZB321 (номер каталога SANHA 6931.2). Выдвинуть затвор пресс инструмента. Вставить переходную пресс насадку. Вернуть затвор в исходное положение и закрыть. |
||
|
|
7. Установить переходную пресс насадку, нажав на рычаги, так, чтобы скобы насадки обхватили штыри пресс-хомута. Проверить, совпадает ли край пресс фитинга с отметкой маркера (см. п.3). Для начала процесса обжима нажать на кнопку «СТАРТ» и не отпускать до конца процесса обжима. Процесс обжима нельзя завершать преждевременно. Только в этом случае будет обеспечено надежное пресс соединение. При крайней необходимости можно нажать кнопку экстренной остановки процесса обжима. |
||
|
|
8. Если у пресс хомута есть защелка, то для ее открытия необходимо надавить на штыри с противоположной защёлке стороны.
|
||
|
Примечание. 1. Один и тот же инструмент для резки и обработки труб из нержавеющей стали и труб из других металлов использовать нельзя. 2. Применение смазочных материалов для посадки фитинга на трубу не допускается. 3. Для пресс соединений, применяемых в системах газопроводов, использовать только фирменные фитинги марки «NIROSAN®-PRESS GAS» с уплотнительными кольцами желтого цвета из HNBR. 4. Для пресс-соединений, применяемых в промышленности, использовать фирменные фитинги «NIROSAN®-PRESS INDUSTRY», имеющие уплотнительное кольцо красного цвета типа «FKM». 5. При обхвате под углом 90° пресс инструментом фитинга, следует визуально убедиться в правильности посадки клещей на фитинг. 6. После нажатия кнопки экстренной остановки пресс соединение не считается выполненным надлежащим образом. |
|||
|
Пресс соединение труб диаметром 108 мм |
|||
|
Для пресс соединения труб диаметром 108 мм требуется использование пресс-инструмента «ECO 3», который поставляется в комплекте с шестью пресс-клещами от 15 мм до 35 мм. Также необходим пресс хомут для соответствующих размеров труб. Для диаметра 108 мм необходимы пресс-хомут, переходная пресс насадка ZB321 и переходная пресс насадка ZB322. |
|||
|
|
4. Для обеспечения правильной работы пресс инструмента пресс хомут должен быть подвижным. Элементы пресс хомута с помощью пружины установить в правильную для работы позицию. Если пресс хомут исправен, то насечки на профиле обжима и на внешней части хомута должны совпадать. |
||
|
|
5. Установить пресс-хомут, соответствующий диаметру 108 мм, аналогично тому, как указано в п.5 (для 76.1 мм и 88.9 мм) и затем установить переходную насадку ZB321 (номер каталога SANHA 6931.2), аналогично тому, как указано в п.6 (для 76.1 мм и 88.9 мм). Нажав на рычаги переходной пресс насадки снять ее с пресс хомута. При этом пресс хомут должен оставаться в месте пресс соединения (пресс хомут ослаблять и снимать не нужно). Вынуть из пресс инструмента переходную пресс насадку ZB321. |
||
|
|
6. Вставить переходную пресс насадку ZB322 (номер каталога SANHA 6931.3) в пресс-инструмент «ECO 3» и начать второй завершающий этап обжима. Для начала процесса обжима нажать на кнопку «СТАРТ» и не отпускать до конца процесса обжима. Процесс обжима нельзя завершать преждевременно. Только в этом случае будет обеспечено надежное пресс-соединение. При крайней необходимости можно нажать кнопку экстренной остановки процесса обжима. После нажатия кнопки экстренной остановки данное пресс-соединение не будет считаться выполненным надлежащим образом. |
||
|
|
7. . Если у пресс хомута есть защелка, то для ее открытия необходимо надавить на штыри со стороны противоположной защелке.
|
||
|
Примечание. 1. Один и тот же инструмент для резки и обработки труб из нержавеющей стали и труб из других металлов использовать нельзя. 2. Применение смазочных материалов для посадки фитинга на трубу не допускается. 3. Для пресс соединений, применяемых в системах газопроводов, использовать только фирменные фитинги марки «NIROSAN®-PRESS GAS» с уплотнительными кольцами желтого цвета из HNBR. 4. Для пресс-соединений, применяемых в промышленности, использовать фирменные фитинги «NIROSAN®-PRESS INDUSTRY», имеющие уплотнительное кольцо красного цвета типа «FKM». 5. При обхвате под углом 90° пресс инструментом фитинга, следует визуально убедиться в правильности посадки клещей на фитинг. 6. После нажатия кнопки экстренной остановки пресс-соединение не считается выполненным надлежащим образом. |
|||
























После выполнения монтажа производят испытание собранной системы на герметичность, которое можно выполнить двумя способами:
· пневматическим «сухим» способом;
· гидравлическим способом.
Контур безопасности «SC-CONTUR», при проведении в смонтированных водопроводно-отопительных системах «NIRO®» испытаний пресс соединений на герметичность, гарантирует обнаружение не обжатых соединений. Причем негерметичность пресс-соединений обнаружится как при пневматическом, так и при гидростатическом способе испытаний. При гидростатическом способе испытаний необжатые детали можно обнаружить при создании давления в диапазоне от 1 до 6,5 бар, а при пневматическом способе испытаний – в диапазоне от 22 мбар до 3 бар.
При гидравлическом способе продолжительность периода испытания системы на герметичность должна быть не менее 30 минут при давлении 110 мбар и объеме жидкости в трубопроводах до 100 литров. При большем количестве жидкости в системе время испытания на каждые последующие 100 литров объема продляют на 10 минут.
При пневматическом «сухом» способе продолжительность периода ускоренного испытания системы на герметичность должна быть не менее 10 минут при создании давления до 3 бар.
Следует отметить, что испытание смонтированной системы на герметичность пневматическим способом предпочтительнее, если ее дальнейшая эксплуатация планируется позднее.
Группа «Рэндстрой» является официальным дистрибьютором продукции “SANHA GMBH&CO.KG” в России.